How to Reduce CO2e in Automotive Casting and Component Production
There is a growing demand to reduce CO2e in manufacturing, especially for OEMs and Tier 1s, who both face mounting Scope 3 emissions pressure.
As a result, procurement leads with these organisations are now expected to understand the carbon footprint of suppliers in every tender and audit. Where once it might have been optional, a nice bonus, it is now an essential part of any successful supplier relationship.
And while parts of the automotive supply chain may have more obvious emission areas, aluminium casting can be a hidden hotspot for embedded carbon. This could be due to alloy selection, energy use, or downstream processing.
Whatever the reason, new regulations such as Carbon Border Adjustment Mechanism (CBAM) along with country of Origin rules and with facing Net Zero targets have shaped the modern sourcing process. For procurement teams, sustainability efforts by suppliers are now key competitive differentiators.
Here we’ll explore how CO2e is generated at various stages of the casting process. We’ll also look at what manufacturers can control and what questions procurement teams should be asking if they want to reduce CO2e in manufacturing.
Why CO2e Is Now a Priority in Automotive Manufacturing
With more attention being placed on the automotive industry’s effect on the local and global environment, OEMs and Tier 1s now face increased regulation from commercial and financial bodies to reduce total lifecycle emissions. This includes information from their suppliers as well.
Emissions from suppliers come under something called Scope 3 emissions, which covers the environmental impact from suppliers that an OEM may have bought from. This third scope of emissions typically accounts for the largest share.
What are the three emission scopes?
- Scope one: Direct emissions from sources owned or controlled by the company
- Scope two: Emissions from the generation of purchased energy, such as heating and electricity
- Scope three: These emissions aren’t produced by the company, but by those that it’s indirectly responsible for up and down the supply chain.
Frameworks such as CBAM require importers to declare the carbon content of their goods, thus making upstream transparency so important. All this has thrust sustainable manufacturing into the spotlight, requiring suppliers and manufacturers to think about sustainability across all steps of their supply chains.
While once concentrated on final assembly, emissions from material extraction and processes are just two of the areas whose carbon output needs to be traced.
Suppliers now must have answers about:
- Mining and Alloy sources
- Smelter energy mix
- Tool life
- Scrap rates
Suppliers can see themselves struck off tender lists without sufficient, immediate responses to these topics. CO2e reporting involving these sorts of topics is now a commercially strategic part of the tender process. Those suppliers who demonstrate carbon reduction see an increase in preferred partner status.
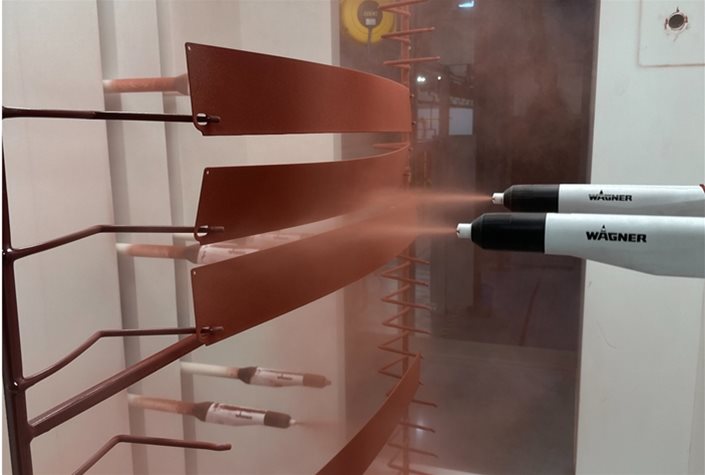
Where Carbon Comes From in Casting Energy Waste Material Use
The type of alloy used in casting is one of the biggest contributors to CO2e emissions. Where primary aluminium is sourced from coal-intensive regions can significantly increase embedded emissions. Once extracted, the melting and die-casting process is also high in energy consumption, especially when powered by fossil fuel grids.
While some carbon output is to be expected in the extraction and creation process, there are areas where it can be made worse by a lack of sustainable thinking.
Using materials poorly or not having optimised casting components creates sub-optimal products whose only contribution is to increase the scrap rates. With every part that fails inspection, CO2e increases as remelting and reprocessing take place again.
Other areas where carbon comes from:
- Inefficient die cooling: Heat builds between cycles, forcing machines to use more energy to stabilise temperatures when die cooling systems aren’t optimised.
- Long cycle times: Extended cycles increase energy consumption per part and reduce how many can be made. This raises the carbon footprint of each unit, the effect of which is significant in high-volume programmes.
- Poor thermal control: A lack of consistent temperature regulation means the quality of what is cast suffers. These inconsistent products need to be reworked, contributing to a Co2E inflation.
Using an integrated process control, like what is used at BCW Engineering, helps reduce waste and energy output per part. This is achieved through part consolidations and expansive digital diagnostics.
Casting Process Comparison: HPDC vs LPDC vs Sand vs GDC
Whichever casting process is chosen, it must not only be matched to design and performance to emissions strategies. Procurement teams should evaluate suppliers on how they optimise each process.
| Casting Process | Features |
| High-Pressure die casting (HPDC) | Efficiency for large volumes Higher emissions due to energy intensityGreater demands on tooling Reduction in downstream machining, which cuts CO2e unless mitgrated |
| Low-Pressure die casting (LPDC) | Creates parts with lower porosity Impact can be offset through optimisation |
| Gravity die casting (GDC) | Good part repeatability Higher machining volumes are needed Greater energy and tool wear, which add to CO2e unless mitigated |
| Sand Casting | Flexible for complex shapes and prototyping Shorter lead times Lower process controls leads to more reworks Higher emissions per usable parts |
Reducing CO2e Through Part Consolidation and Process Integration
A really effective way of limiting CO2e is through part consolidation. Whereas three parts would need to go through the casting process, with each one contributing its carbon output, now, one cast is created that turns these multiple parts into one.
This is where integration shines. By having teams under one roof, there is greater collaboration between design and casting teams. Happening during the programme’s early stages, net-shape casting can reduce unnecessary stock and further CNC machining processes.
Integration from a single supplier network ensures:
- Fewer transport loops
- Shorter lead times
- Better emissions control
Procurement can drive value for an OEM or Tier 1 in choosing suppliers who not only cast parts but also machine and finish them in-house with consistency tracing throughout.
At BCW, our approach is vertically integrated, and our partners now benefit from seamless design-to-cast-to-machine flow, all of which reduces carbon from transportation and duplicate efforts.
Tooling and Cycle Time Optimisation: Fewer Emissions per Part
In terms of directly affecting emissions per part, look no further than tooling design.
The indirect emissions from tooling and cycle time can also be reduced with predictive maintenance that inspects die cooling and the wear-resistant coatings before a problem big enough to lengthen system downtime occurs.
Suppliers that have the highest quality tooling partner with OEMs and Tier 1s, who themselves feel the benefits of faster cycles and less rework for every single programme.
From a procurement perspective, this means asking questions to suppliers like:
- “How many tools are used?”
- “How often are they replaced?”
- “What’s the carbon cost of retooling?”
- As well as “What’s the unit price?”
Cycles which focus on every second saved aid a reduction in the energy consumed per part. When this is expanded over thousands of components, the savings and improvements compound significantly, morphing into meaningful emissions reductions.
Why Procurement Should Ask Its Suppliers About Traceability and Data
Carbon reporting is now such a significant part of a Tier 1 or OEM’s operations that it’s no longer good enough for suppliers to offer rough estimates on CO2e per component.
Systems and certifications need to be backed by traceable emissions data to give procurement teams the confidence that this supplier has a proven record of proactively reducing carbon emissions per part.
The request for supplier certifications such as ISO 14001 and IATF 16949 should be standard practice, as should evidence of emissions tracking tools. The suppliers to trust are the ones who bring this information to procurement teams during the RFQ stage without it being requested. These are good signs that a supplier not only takes CO2e reduction seriously, but is also a proactive communicator.
Beyond these basics, procurement teams should probe suppliers more deeply, asking:
- If the supplier can trace the raw alloy back to its source
- What renewable energy is powering the smelter
- Are the recycled contents used in future parts
Automotive manufacturing data should be thought of as currency. And, like currency, if supplier environmental data is hard to trace or poorly recorded, it can become a liability for OEMs and Tier 1s who are facing pressure from CBAM regulations and audit trails that have to be water-tight.
BCW’s use of data management and barcode traceability gives our partners full visibility across:
- Material batches
- Tooling cycles
- Energy inputs
As well as improving partner confidence, our total transparency means audits and regulations are no longer to be feared.
Why Onshoring and Vertical Integration Reduce Supply Chain Carbon
A smart way to reduce supply chain carbon is to opt for UK-based vertically integrated partners.
By working for ‘local’ suppliers, or onshoring as it’s known, not only is the lead time reduced, but freight emissions are almost eliminated, and visibility around what carbon is produced is a lot more transparent.
Not only is the global supply chain more unstable than before, it’s more opaque.
Parts made in places with unknown energy sources do nothing but add unnecessary risk to carbon accounting. Especially when vertically integrated UK suppliers such as BCW are on hand and offer full-process control.
With the aforementioned CBAM creating greater scrutiny for OEMs and Tier 1s in the UK, local, vertically integrated partners help to ease that pressure.
Focusing on the partners who are on your doorstep is no longer just good risk management. It’s an emissions strategy that helps to future-proof automotive manufacturers from an economy that is decarbonising.
Checklist: What to Look for in a Low-Carbon Casting Partner
It can feel daunting to know where to start with so much to consider and keep in mind when looking for a partner that can reduce CO2e in manufacturing while still maintaining the necessary part quality.
Below is a 7-point checklist for procurement teams to use as a basis for their supplier sourcing process
- Can they provide verifiable CO2e per part, including Scope 3 data?
- Do they use recycled aluminium content, and can they trace the alloy origin?
- Are they optimising casting cycle times, tool life, and machining paths?
- Do they offer integrated machining, assembly, and treatments in-house?
- Are they CBAM-ready and ISO14001-certified?
- Can they support part consolidation and design-for-sustainability conversations?
- Do they measure and report scrap rates and rework emissions?
Cutting Carbon at the Source in Automotive Manufacturing
Reducing CO2e is about so much more than compliance. For large organisations, cutting downstream carbon solidifies their supplier chains and makes them more resilient in the face of a decarbonising industry.
Every decision shapes the carbon footprint of your components, and it’s the suppliers who can prove their reduction in impact who will be the ones to future-proof Tier 1s and OEMs alike.